钢化玻璃生产加工过程中,由于玻璃基片与钢化工艺参数会导致钢化玻璃变形基本分为这几类变形;
1. 凹面变形(通常称作向上弯曲)
钢化后玻璃呈现宽边与高边相对辊台向上弯曲,主要原因由于玻璃上部温度比下部温度要高(上下钢化冷却效率等同情况下),还有就是玻璃钢化冷却效率下面冷血效率大于上表面冷却效率(上下玻璃表面温度等同情况下),解决方法及时调整玻璃加热温度与冷却风压。
2.凸面变形(通常称作向下弯曲)
钢化后玻璃呈现宽边与高边相对辊台向下弯曲,主要原因由于玻璃下部温度比上部温度要高(上下钢化冷却效率等同情况下),还有就是玻璃钢化冷却效率上面冷血效率大于下表面冷却效率(上下玻璃表面温度等同情况下),解决方法及时调整玻璃加热温度与冷却风压。
3. 非稳定性弯曲(通常称作来回弯曲)
当玻璃钢化完成后,玻璃成“锅底”并且可以通过外力进行来回反复弯曲,这种情况往往出现在玻璃宽高比例接近1:1情况下并玻璃面积大于1.5平米 容易产生此类情况,其主要原因玻璃四周边部温度大于玻璃中部温度,通过调整玻璃加热曲线可以充分改善此类质量缺陷。
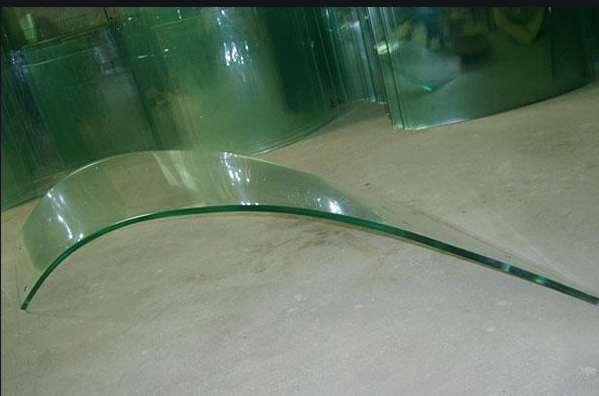
4. 马鞍行弯曲
当玻璃钢化完成后,玻璃四条边弯曲方向不一致并对称玻璃成马鞍形状变形,其主要原因玻璃四周边部温度小于玻璃中部温度,通过调整玻 璃加热曲线可以充分改善此类质量缺陷。
5. 波浪纹变形
玻璃钢化后反射镜面映像成水波浪变形,其主要原因是玻璃加热温度过高或者时间过长,从而导致玻璃已经在炉内形成波浪形状,解决方法是降低 炉内温度减少玻璃加热时间
6. 边缘框效应(通常称作碟形变形)
这种变形主要出现在钢化LWO-E玻璃时,钢化完成玻璃产生四边明显上翘玻璃呈现如“碟子”形状,通常也叫“折边”现象,其玻璃边部过热并冷却时由于LOW-E膜的特性,玻璃在钢化冷却时先形成严重的凸形变形随后在逐步平直产生,控制钢化low-e玻璃时尽可能通过温度来调整玻璃平 整度,不是能一味的通过冷却平衡来调整补救。
7.其他特出变形因实际情况而定